
In लगानी कास्टिङ,एउटा आकार वा प्रतिकृति बनाइन्छ (सामान्यतया मोमबाट बाहिर) र फ्लास्क भनिने धातुको सिलिन्डर भित्र राखिन्छ। भिजेको प्लास्टरलाई मोमको आकारको वरिपरि सिलिन्डरमा खन्याइन्छ। प्लास्टर कडा भएपछि, मोमको ढाँचा र प्लास्टर भएको सिलिन्डरलाई भट्ठामा राखिन्छ र मैन पूर्ण रूपमा वाष्पीकरण नभएसम्म तताइन्छ। मैन पूर्ण रूपमा जलिसकेपछि (डि-वाक्सिङ), फ्लास्कलाई ओभनबाट हटाइन्छ, र पग्लिएको धातु (सामान्यतया मिश्र धातु, स्टेनलेस स्टील, पीतल... आदि) मोमले छोडेको गुफामा खन्याइन्छ। जब धातु चिसो हुन्छ र ठोस हुन्छ, प्लास्टर काटिन्छ, र धातु कास्टिङ प्रकट हुन्छ।
धातुमा जटिल ज्यामितिको साथ मूर्तिकला वस्तुहरू वा इन्जिनियरिङ आकारहरू सिर्जना गर्न कास्टिङ धेरै उपयोगी छ।कास्टिङ भागहरू तिनीहरूको लागि एक अद्वितीय रूप छ, मेशिन पार्ट्स भन्दा धेरै फरक छ। केहि आकारहरू जुन मेशिनमा गाह्रो हुनेछ अधिक सजिलै कास्ट हुन्छन्। त्यहाँ धेरै आकारहरूको लागि कम सामग्री अपशिष्ट पनि छ, किनकि मेसिनिङको विपरीत, कास्टिङ एक घटाउने प्रक्रिया होइन। यद्यपि, कास्टिङ मार्फत प्राप्त गर्न सकिने परिशुद्धता मेसिनिङ जत्तिकै राम्रो छैन।
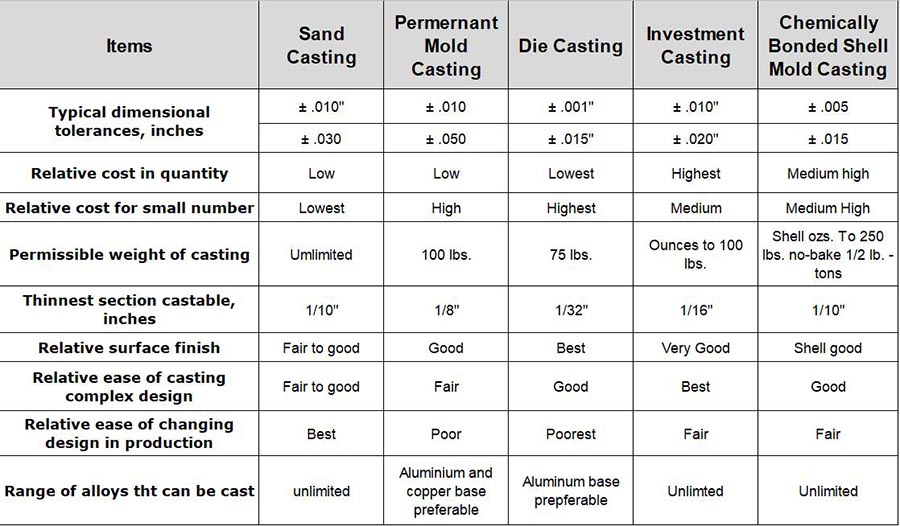
तपाईंले लगानी कास्टिङ कहिले रोज्नुपर्छ र कहिले बालुवा कास्टिङ रोज्नुपर्छ?
लगानी कास्टिङको एउटा ठूलो फाइदा यो हो कि यसले ढाँचामा अन्डरकटहरूको लागि अनुमति दिन सक्छ, जबकि बालुवा कास्टिङ गर्दैन। माबालुवा कास्टिङ, ढाँचालाई प्याक गरिसकेपछि बालुवाबाट बाहिर निकाल्न आवश्यक छ, जबकि लगानी कास्टिङमा ढाँचालाई तातोले वाष्पीकरण गरिन्छ। खोक्रो कास्टिङ र पातलो खण्डहरू पनि लगानी कास्टिङको साथ अझ सजिलै बनाउन सकिन्छ, र राम्रो सतह फिनिश सामान्यतया हासिल गरिन्छ। अर्कोतर्फ, लगानी कास्टिङ एक धेरै समयसापेक्ष र महँगो प्रक्रिया हो, र बालुवा कास्टिङ भन्दा कम सफलता दर हुन सक्छ किनभने त्यहाँ प्रक्रियामा धेरै चरणहरू छन् र चीजहरू गलत हुनका लागि थप अवसरहरू छन्।
पोस्ट समय: डिसेम्बर-18-2020