

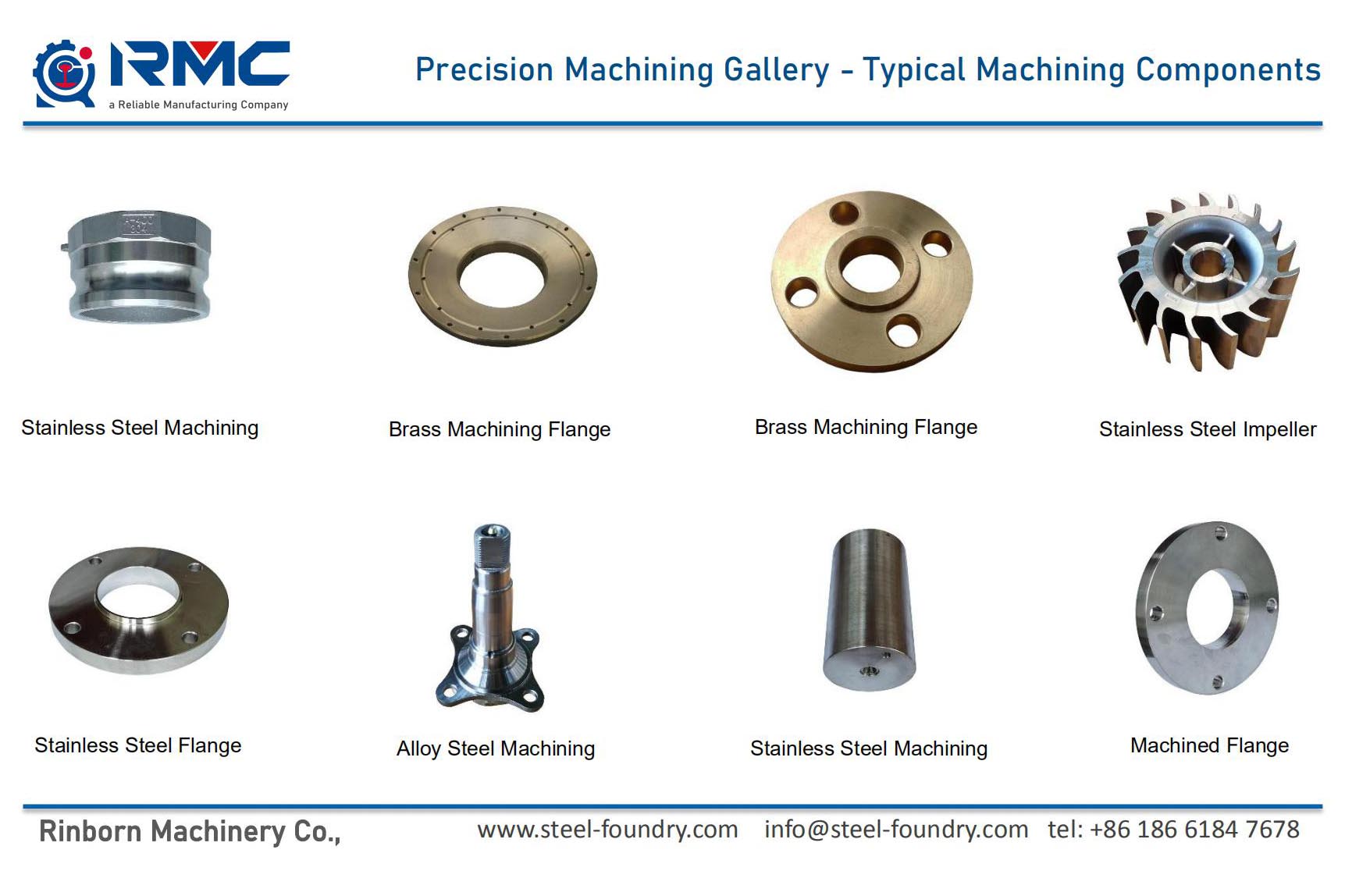
सीएनसी सटीक मेशिन ब्रास उत्पादनहरू हराएको मोम लगानी कास्टिङ, गर्मी उपचार र सतह उपचार तपाईंको ईन्जिनियरिङ् रेखाचित्र र अद्वितीय आवश्यकता अनुसार।
सीएनसी मेसिनकम्प्यूटराइज्ड नम्बरिकल कन्ट्रोल (छोटकरीमा सीएनसी) द्वारा मेसिनिङ प्रक्रियालाई बुझाउँछ। कम श्रम लागतको साथ उच्च र स्थिर शुद्धतामा पुग्न यो CNC द्वारा सहायता गरिएको छ। मेसिनिङ विभिन्न प्रक्रियाहरू मध्ये कुनै पनि हो जसमा कच्चा मालको टुक्रालाई एक नियन्त्रित सामग्री-हटाउने प्रक्रियाद्वारा इच्छित अन्तिम आकार र आकारमा काटिन्छ। यो साझा विषयवस्तु, नियन्त्रित सामग्री हटाउने प्रक्रियाहरू, आज सामूहिक रूपमा घटाउ उत्पादनको रूपमा चिनिन्छ, नियन्त्रित सामग्री थप्ने प्रक्रियाहरूबाट भिन्नतामा, जसलाई additive manufacturing भनिन्छ।
ठ्याक्कै के परिभाषा को "नियन्त्रित" भाग को अर्थ फरक हुन सक्छ, तर यो लगभग सधैं मेशिन उपकरण को उपयोग को संकेत गर्दछ (केवल पावर उपकरण र हात उपकरणहरु को अतिरिक्त)। यो धेरै उत्पादन गर्न प्रयोग गरिने प्रक्रिया होधातु मेसिन उत्पादनहरू, तर यो काठ, प्लास्टिक, सिरेमिक र कम्पोजिट जस्ता सामग्रीहरूमा पनि प्रयोग गर्न सकिन्छ। सीएनसी मेसिनिङले मिलिङ, टर्निङ, लाथिङ, ड्रिलिंग, होनिङ, ग्राइन्डिङ... आदि जस्ता विभिन्न प्रक्रियाहरू समेट्छ।
पीतल को होतामा आधारित मिश्र धातुर तामा र जस्ता मिलेर बनेको मिश्र धातु हो। तामा र जस्ता मिलेर बनेको पीतललाई साधारण पीतल भनिन्छ। यदि यो दुई भन्दा बढी तत्वहरू मिलेर बनेको विभिन्न मिश्र धातु हो भने, यसलाई विशेष पीतल भनिन्छ। पीतल मुख्य तत्वको रूपमा जस्ताको साथ तामाको मिश्र धातु हो। जस्ता सामग्री बढ्दै जाँदा, मिश्र धातुको बल र प्लास्टिसिटी उल्लेखनीय रूपमा बढ्छ, तर यांत्रिक गुणहरू 47% भन्दा बढि पछि उल्लेखनीय रूपमा घट्नेछ, त्यसैले पीतलको जस्ता सामग्री 47% भन्दा कम छ। जस्ताको अतिरिक्त, कास्ट ब्रासले प्रायः मिश्रित तत्वहरू समावेश गर्दछ जस्तै सिलिकन, म्यांगनीज, एल्युमिनियम, र सीसा।

| सीएनसी प्रेसिजन मेसिनिंग क्षमताहरू | ||||
| सुविधाहरू | मात्रा | साइज दायरा | वार्षिक क्षमता | सामान्य शुद्धता |
| ठाडो मेसिनिङ सेन्टर (VMC) | 48 सेट | 1500mm × 1000mm × 800mm | 6000 टन वा 300000 टुक्रा | ±0.005 |
| तेर्सो मेसिनिङ सेन्टर (VMC) | 12 सेट | 1200mm × 800mm × 600mm | 2000 टन वा 100000 टुक्रा | ±0.005 |
| सीएनसी मेसिन | 60 सेट | अधिकतम घुमाउने व्यास। φ600mm | 5000 टन वा 600000 टुक्रा | |
| कास्टिङ सहिष्णुताको कार्यकारी मानक: ISO 8062 2013, ISO 2768, GOST 26645 (Russia) वा GBT 6414 (चीन)। | ||||
मेसिनिङ सेन्टर सीएनसी मिलिङ मेसिनबाट विकसित गरिएको हो। सीएनसी मिलिङ मेसिनबाट सबैभन्दा ठूलो भिन्नता यो हो कि मेसिनिङ सेन्टरमा स्वचालित रूपमा मेसिनिङ उपकरणहरू आदानप्रदान गर्ने क्षमता छ। उपकरण पत्रिकामा विभिन्न उद्देश्यका लागि उपकरणहरू स्थापना गरेर, स्पिन्डलमा मेशिनिङ उपकरणहरू स्वचालित उपकरण परिवर्तकद्वारा एक क्ल्याम्पिङमा बहु मेशिन सुविधाहरू महसुस गर्न परिवर्तन गर्न सकिन्छ।
सीएनसी मेसिनिङ सेन्टर एक उच्च-दक्षता स्वचालित मेसिन उपकरण हो जुन मेकानिकल उपकरण र सीएनसी प्रणालीबाट बनेको छ र जटिल भागहरू प्रशोधन गर्न उपयुक्त छ। सीएनसी मेसिनिङ सेन्टर हाल विश्वमा सबैभन्दा व्यापक रूपमा प्रयोग हुने सीएनसी मेसिन औजारहरू मध्ये एक हो जसलाई बलियो व्यापक प्रशोधन क्षमता छ। workpiece एक पटकमा क्ल्याम्प गरेपछि यसले थप प्रशोधन सामग्री पूरा गर्न सक्छ। प्रशोधन शुद्धता उच्च छ। मध्यम प्रशोधन कठिनाई संग ब्याच workpieces को लागी, यसको दक्षता साधारण उपकरणहरु को 5-10 गुणा छ, विशेष गरी यो पूरा गर्न सक्छ धेरै प्रक्रियाहरु जुन साधारण उपकरणहरु द्वारा पूरा गर्न सकिँदैन अधिक जटिल आकार र उच्च परिशुद्धता आवश्यकताहरु संग एकल टुक्रा प्रक्रिया को लागी अधिक उपयुक्त छ वा धेरै किसिमको सानो र मध्यम ब्याच उत्पादनको लागि। यसले मिलिङ, बोरिङ, ड्रिलिङ, ट्यापिङ र थ्रेडहरू काट्ने कार्यहरू एउटै यन्त्रमा केन्द्रित गर्दछ, ताकि यसमा विभिन्न प्राविधिक माध्यमहरू छन्।
| तामा, पीतल र कांस्य को ग्रेड तुलना | |||||||
| समूहहरू | AISI | W-Stoff | DIN | BS | JIS | EN | ISO |
| कपर | C10200 | २.००४० | अफ क्यु | C103 | C1020 | CW008A | Cu-OF |
| C11000 | २.००६० | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | २.००६५ | E-Cu58 | - | - | - | - | |
| C10300 | २.००७० | SE Cu | - | - | CW021A | - | |
| C12200 | २.००९० | SF Cu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | २.०८५७ | - | - | - | CW112C | CuNi3Si | |
| C14200 | 2.1202 | एसबी कु | C107 | - | - | Cu-AsP | |
| - | २.१३५६ | Cu Mn 3 | - | - | - | - | |
| - | 2.1522 | Cu Si2 मिलियन | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd1 | ||
| C18200 | - | CC101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | CuBe2 | ||
| C17300 | - | - | - | CW102C | CuBe2Pb | ||
| C17510 | - | - | - | CW110C | CuNi2Be | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 | - | CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | CuTeP | ||
| C14700 | - | C111 | - | CW114C | CuSP | ||
| C18700 | - | - | - | CW113C | CuPb1P | ||
| ब्रास | C21000 | २.०२२० | CuZn5 | CZ125 | C2100 | CW500L | - |
| C22000 | २.०२३० | CuZn10 | Cz101 | C2200 | CW501L | - | |
| C23000 | २.०२४० | CuZn15 | CZ102 | C2300 | CW502L | - | |
| C24000 | २.०२५० | CuZn20 | CZ103 | C2400 | CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26000 | २.०२६५ | CuZn30 | CZ106 | C2600 | CW505L | - | |
| C26800 | २.०२८० | CuZn33 | - | C2680 | CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | २.०३२१ | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27000 | २.०३३५ | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28000 | २.०३६० | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0.5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ118 | C3501 | - | - | |
| C34500 | २.०३३१ | CuZn36Pb1,5 | CZ119 | - | CW601N | - | |
| C34000 | २.०३३१ | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | २.०३७१ | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | २.०३७२ | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | २.०३७५ | CuZn36Pb3 | CZ124 | C3601 | CW603N | - | |
| C37700 | २.०३८० | CuZn39Pb2 | CZ 131 / (CZ128) | C3771 | CW612N | - | |
| C38500 | २.०४०१ | CuZn39Pb3 | CZ121 | C3603 | CW614N | - | |
| C38000 | २.०४०२ | CuZn40Pb2 | CZ122 | - | CW617N | - | |
| - | 2.0410 | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | २.०४६० | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | २.०४७० | CuZn28Sn1 | CZ111 | - | - | - | |
| - | २.०५३० | CuZn38Sn1 | - | - | - | - | |
| - | 2.0550 | CuZn40Al2 | - | - | - | - | |
| - | २.०५६१ | CuZn40Al1 | - | - | - | - | |
| - | २.०५७२ | CuZn40Mn2 | CZ136 | - | CW723R | - | |
| C61400 | २.०९३२ | CuAl8Fe3 | - | - | CW303G | - | |
| C63000 | २.०९६६ | CuAl10Ni5Fe4 | CA104 | - | CW307G | - | |
| कांस्य | C50700 | 2.1010 | CuSn2 | - | - | - | - |
| C51100 | 2.1016 | CuSn4 | PB101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB102 | C5102 | CW451K | - | |
| C51900 | 2.1020 | CuSn6 | PB103 | C5191 | CW452K | - | |
| C52100 | 2.1030 | CuSn8 | PB104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
मेसिनिङ केन्द्रहरूलाई स्पिन्डल मेसिनिङको क्रममा तिनीहरूको स्थानिय स्थिति अनुसार तेर्सो र ठाडो मेसिनिङ केन्द्रहरूमा वर्गीकृत गरिन्छ। प्रक्रिया प्रयोग अनुसार वर्गीकृत: बोरिङ र मिलिङ मेशिनिङ केन्द्र, कम्पाउन्ड मिसिनिङ केन्द्र। प्रकार्य को विशेष वर्गीकरण अनुसार, त्यहाँ छन्: एकल workbench, डबल workbench र बहु-workbench मशीनिंग केन्द्र। एकल-अक्ष, दोहोरो-अक्ष, तीन-अक्ष, चार-अक्ष, पाँच-अक्ष र विनिमेय हेडस्टकहरू, इत्यादि भएका मेसिनिङ केन्द्रहरू।
सीएनसी मेसिनिङ भनेको सीएनसी मेसिनहरूद्वारा गरिने सटीक मेसिनिङको प्रकार हो, जस्तै उन्नत मेसिनिङ सेन्टरहरू जसमा शीर्ष छेउमा ५ एक्सिस मेसिनिङ सेन्टर, ४ एक्सिस डबल प्लेटफर्म मेसिनिङ सेन्टर, वा सीएनसी टर्निङ सेन्टरमा थप परिवर्तन गर्ने क्षमता भएको सीएनसी टर्निङ सेन्टरमा विकास गर्न सकिन्छ। एक होल्डिंग सिफ्ट भित्र 15 कटरहरू; सीएनसी मिलिङ मेसिन र सीएनसी ड्रिलिंग र ट्यापिङ केन्द्रहरू। स्टिल कास्टिङको सटीक मेसिनिङ स्टिल प्रोफाइलको मेसिनिङभन्दा फरक छ। प्रेसिजन कास्टिङले पहिले नै चाहिने कुराको एकदम सही आकार प्राप्त गरिसकेको छ, त्यसैले यसले स्टिल प्रोफाइलबाट सिधै मेसिनिङको तुलनामा धेरै मेसिनिङ बचत गर्छ। साथै यस कारणले गर्दा, हामीले सामान्यतया मेसिनिंग सतह र कास्ट गर्नु अघि उचित मेसिन भत्तालाई विचार गर्नुपर्छ। हाम्रो नियमित खरीद भनेको कच्चा कास्टिङ ड्राइंगको साथ मेसिनिङ ड्राइंगको साथ मेशिनिङ क्षेत्र र रेखाचित्रमा मेसिनिङ भत्ता निर्दिष्ट गर्न काम गर्नु हो।
आरएमसी इन्भेष्टमेन्ट कास्टिङ फाउन्ड्रीमा ४ वटा एक्सिस मेसिनिङ सेन्टर, १५ वटा सीएनसी टर्निङ ल्याथ र ३ वटा सेट सीएनसी मिलिङ मेसिन, सहायक साधारण बहुमुखी टर्निङ, मिलिङ, ट्यापिङ, ड्रिलिङ र ग्राइन्डिङ मेसिनहरू छन्, हामीसँग लगभग सबै मेसिनिङ गर्ने क्षमता छ। स्टील कास्टिङ को प्रकार।
परिशुद्धता मेसिनिङ पनि भनिन्छ, सीएनसी मेसिनिङ ज्यामितीय सहिष्णुता र आयामी सहिष्णुतामा धेरै उच्च सटीकतामा पुग्न सक्छ। हाम्रा सीएनसी मेसिनहरू र तेर्सो मेसिनिङ सेन्टरहरू (HMC) र ठाडो मेसिनिङ सेन्टरहरू (VMC) सँग, हामी लगभग सबै आवश्यक सहिष्णुता ग्रेडहरू पूरा गर्न सक्छौं।
को क्षमताहरुलगानी कास्टिङ फाउंड्री:
• अधिकतम आकार: 1,000 मिमी × 800 मिमी × 500 मिमी
• वजन दायरा: 0.5 kg - 100 kg
• वार्षिक क्षमता: 2,000 टन
• खोल निर्माणको लागि बन्ड सामग्री: सिलिका सोल, पानी गिलास र तिनीहरूको मिश्रण।
• सहिष्णुता: अनुरोधमा।
को फाइदाहरूलगानी कास्टिङ कम्पोनेन्टहरू:
- उत्कृष्ट र चिल्लो सतह समाप्त
- तंग आयामी सहिष्णुता।
- डिजाइन लचिलोपन संग जटिल र जटिल आकारहरू
- पातलो पर्खालहरू कास्ट गर्ने क्षमता त्यसैले हल्का कास्टिङ कम्पोनेन्ट
- कास्ट धातु र मिश्र धातुहरूको विस्तृत चयन (फेरस र अलौह)
- मोल्ड डिजाइनमा ड्राफ्ट आवश्यक छैन।
- माध्यमिक मेसिनिंगको आवश्यकतालाई कम गर्नुहोस्।
- कम सामग्री अपशिष्ट।
| लगानी कास्टिङ सहिष्णुता | |||
| इन्च | मिलिमिटर | ||
| आयाम | सहिष्णुता | आयाम | सहिष्णुता |
| ०.५०० सम्म | ±.००४" | १२.० सम्म | ± ०.१० मिमी |
| 0.500 देखि 1.000" | ±.००६" | 12.0 देखि 25.0 सम्म | ± ०.१५ मिमी |
| 1.000 देखि 1.500" | ±.००८" | २५.० देखि ३७.० सम्म | ± ०.२० मिमी |
| 1.500 देखि 2.000" | ±.010" | ३७.० देखि ५०.० सम्म | ± ०.२५ मिमी |
| 2.000 देखि 2.500 " | ±.012" | 50.0 देखि 62.0 सम्म | ± ०.३० मिमी |
| 2.500 देखि 3.500" | ±.014" | ६२.० देखि ८७.० सम्म | ± ०.३५ मिमी |
| 3.500 देखि 5.000" | ±.017" | ८७.० देखि १२५.० सम्म | ± ०.४० मिमी |
| 5.000 देखि 7.500" | ±.020" | 125.0 देखि 190.0 सम्म | ± ०.५० मिमी |
| 7.500 देखि 10.000" | ±.०२२" | 190.0 देखि 250.0 सम्म | ± ०.५७ मिमी |
| 10.000 देखि 12.500" | ±. ०२५" | 250.0 देखि 312.0 सम्म | ± ०.६० मिमी |
| 12.500 देखि 15.000 सम्म | ±.028" | ३१२.० देखि ३७५.० सम्म | ± ०.७० मिमी |








{kind=link}