



कस्टम खैरो कास्ट फलामखोल मोल्ड कास्टिंग उत्पादनहरूको सेवाहरु संगसीएनसी मेसिन, गर्मी उपचार र सतह उपचार।
खैरो फलाम, वा खैरो कास्ट फलाम, कास्ट फलामको एक प्रकार हो जसमा ग्रेफाइट माइक्रोस्ट्रक्चर हुन्छ। यसले बन्ने फ्र्याक्चरको खैरो रङको नामबाट यो नाम राखिएको हो। ग्रे कास्ट आइरन आवासका लागि प्रयोग गरिन्छ जहाँ कम्पोनेन्टको कठोरता यसको तन्य शक्ति भन्दा बढी महत्त्वपूर्ण हुन्छ, जस्तै आन्तरिक दहन इन्जिन सिलिन्डर ब्लकहरू, पम्प हाउसिंगहरू, भल्भ बडीहरू, विद्युतीय बक्सहरू, काउन्टर तौलहरू र सजावटी कास्टिङहरू। खैरो कास्ट आइरनको उच्च थर्मल चालकता र विशिष्ट टाउको क्षमतालाई प्राय: कास्ट आइरन कुकवेयर र डिस्क ब्रेक रोटरहरू बनाउन प्रयोग गरिन्छ।
ग्राफिक माइक्रोस्ट्रक्चर प्राप्त गर्नको लागि एक सामान्य रासायनिक संरचना 2.5 देखि 4.0% कार्बन र 1 देखि 3% सिलिकन वजन द्वारा हुन्छ। ग्रेफाइटले खैरो फलामको भोल्युमको 6 देखि 10% ओगटेको हुन सक्छ। सेतो कास्ट आइरनको विपरीत खैरो फलाम बनाउन सिलिकन महत्त्वपूर्ण छ, किनभने सिलिकन कास्ट आइरनमा ग्रेफाइट स्थिर गर्ने तत्व हो, जसको मतलब यसले मिश्र धातुलाई फलामको कार्बाइडको सट्टा ग्रेफाइट उत्पादन गर्न मद्दत गर्छ; 3% सिलिकनमा फलामसँग रासायनिक संयोजनमा लगभग कुनै कार्बन राखिएको छैन।
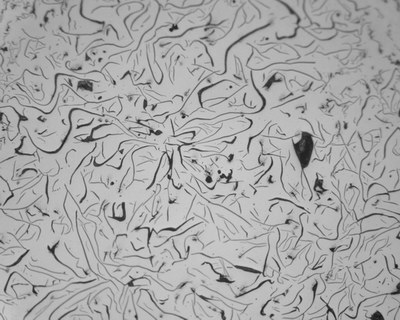
ग्रेफाइटले त्रि-आयामी फ्लेकको आकार लिन्छ। दुई आयामहरूमा, एक पालिश गरिएको सतह माइक्रोस्कोप मुनि देखा पर्नेछ, ग्रेफाइट फ्लेक्स फाइन लाइनहरूको रूपमा देखा पर्दछ। फ्लेक्सका टिपहरू पूर्व-अवस्थित नचहरूको रूपमा कार्य गर्दछ; त्यसैले, यो भंगुर छ। ग्रेफाइट फ्लेक्सको उपस्थितिले ग्रे आइरनलाई सजिलैसँग मिसिन योग्य बनाउँछ किनभने तिनीहरू ग्रेफाइट फ्लेक्सहरूमा सजिलै चिरिन्छन्। खैरो फलामको पनि धेरै राम्रो भिजाउने क्षमता छ र यसैले यो प्राय: मेशिन उपकरण माउन्टिङको लागि आधारको रूपमा प्रयोग गरिन्छ।

खैरो कास्ट फलामको मेकानिकल गुण | |||||||
| DIN EN 1561 अनुसार वस्तु | मापन | एकाइ | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| तन्य शक्ति | Rm | MPA | 150-250 | 200-300 | 250-350 | 300-400 | ३५०-४५० |
| ०.१% उपज शक्ति | Rp0,1 | MPA | ९८-१६५ | 130-195 | १६५-२२८ | १९५-२६० | २२८-२८५ |
| लम्बाइ शक्ति | A | % | ०,३ - ०,८ | ०,३ - ०,८ | ०,३ - ०,८ | ०,३ - ०,८ | ०,३ - ०,८ |
| कम्प्रेसिभ शक्ति | σdB | MPa | ६०० | ७२० | ८४० | ९६० | १०८० |
| 0,1% कम्प्रेसिभ शक्ति | σd0,1 | MPa | १९५ | 260 | ३२५ | ३९० | ४५५ |
| फ्लेक्सरल शक्ति | σbB | MPa | २५० | २९० | ३४० | ३९० | ४९० |
| Schuifspanning | σaB | MPa | १७० | 230 | २९० | ३४५ | ४०० |
| शियर तनाव | TtB | MPa | १७० | 230 | २९० | ३४५ | ४०० |
| लोच को मोड्युल | E | GPa | 78 - 103 | ८८ - ११३ | 103 - 118 | 108 - 137 | 123 - 143 |
| विष संख्या | v | - | ०,२६ | ०,२६ | ०,२६ | ०,२६ | ०,२६ |
| Brinell कठोरता | HB | 160 - 190 | 180 - 220 | १९०-२३० | 200 - 240 | 210 - 250 | |
| लचकता | σbW | MPa | 70 | 90 | १२० | १४० | १४५ |
| तनाव र दबाब परिवर्तन | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| तोड्ने शक्ति | Klc | N/mm3/2 | ३२० | ४०० | ४८० | ५६० | ६५० |
| घनत्व | g/cm3 | ७,१० | ७,१५ | ७,२० | ७,२५ | ७,३० | |

शेल मोल्डिंग कास्टिङप्रक्रियालाई प्रि-लेपित राल बालुवा कास्टिङ प्रक्रिया, तातो खोल मोल्डिङ कास्टिङ वा कोर कास्टिङ प्रक्रिया पनि भनिन्छ। मुख्य मोल्डिंग सामग्री पूर्व-लेपित phenolic राल बालुवा हो, जुन हरियो बालुवा र furan राल बालुवा भन्दा महँगो छ। यसबाहेक, यो बालुवा पुन: प्रयोग गर्न सकिँदैन।
Furan राल स्व-कठोर बालुवा कास्टिङ प्रक्रिया (nobake प्रक्रिया) कास्टिङ मोल्ड बनाउन furan राल लेपित बालुवा प्रयोग गर्दछ। मूल बालुवा (वा पुन: प्राप्त बालुवा), तरल फुरान राल र तरल उत्प्रेरक समान रूपमा मिश्रण गरेपछि, र तिनीहरूलाई कोर बक्स (वा बालुवा बक्स) मा भर्नुहोस्, र त्यसपछि कोर बक्स (वा बालुवा) मा मोल्ड वा मोल्डमा कडा बनाउन कडा पार्नुहोस्। बक्स) कोठाको तापमानमा। त्यसपछि कास्टिङ मोल्ड वा कास्टिङ कोर बनाइयो, जसलाई आत्म-कठोर कोल्ड-कोर बक्स मोल्डिङ (कोर), वा स्व-कठोर विधि (कोर) भनिन्छ।
किनभने मोल्ड कोठाको तापक्रममा बनाइन्छ र तातो गर्न आवश्यक पर्दैन, स्व-कठोर बालुवा कास्टिङलाई नो-बेक कास्टिङ प्रक्रिया पनि भनिन्छ। आत्म-कठोर विधि एसिड-उत्प्रेरित furan राल र phenolic राल बालुवा स्व-कठोर विधि, urethane राल बालुवा स्व-कठोर विधि र phenolic monoester आत्म-कठोर विधि मा विभाजित गर्न सकिन्छ।
आत्म-कठोर कोल्ड बक्स बाइंडर बालुवाको रूपमा, फुरन राल बालुवा चिनियाँ फाउन्ड्रीमा सबैभन्दा पुरानो र हाल सबैभन्दा व्यापक रूपमा प्रयोग हुने सिंथेटिक बाइन्डर बालुवा हो। मोल्डिङ बालुवामा थपिएको रालको मात्रा सामान्यतया ०.७% देखि १.०% हुन्छ, र कोर बालुवामा थपिएको रालको मात्रा सामान्यतया ०.९% देखि १.१% हुन्छ। फुरान रालमा फ्री एल्डिहाइडको सामग्री ०.३% भन्दा कम छ, र केही कारखानाहरू ०.१% भन्दा तल झरेका छन्। चीनको फाउण्ड्रीहरूमा, फुरन राल स्व-कठोर बालुवा उत्पादन प्रक्रिया र कास्टिंगको सतहको गुणस्तरको पर्वाह नगरी अन्तर्राष्ट्रिय स्तरमा पुगेको छ।
खैरो कास्ट फलामको बराबर ग्रेड | ||||||||
| AISI | W-Stoff | DIN | BS | SS | AFNOR | UNE / IHA | JIS | UNI |
| A48-20B | ०.६०१० | GG-10 | ग्रेड १०० | ०११-०० | - | - | एफसी १०० | G 10 |
| A48-25B | ०.६०१५ | GG-15 | ग्रेड 150 | ०११५-०० | Ft 15 D | FG १५ | एफसी 150 | G 15 |
| A48-30B | ०.६०२० | GG-20 | ग्रेड 200 | ०१२०-०० | Ft 20 D | FG २० | एफसी 200 | G 20 |
| A48-40B | ०.६०२५ | GG-25 | ग्रेड 250 | ०१२५-०० | Ft 25 D | FG २५ | एफसी 250 | G 25 |
| A48-45B | ०.६०३० | GG-30 | ग्रेड 300 | ०१३०-०० | Ft 30 D | FG 30 | FC 300 | G ३० |
| A48-50B | ०.६०३५ | GG-35 | ग्रेड ३५० | ०१३५-०० | Ft 35 D | FG 35 | FC 350 | G 35 |
| A48-60B | ०.६०४० | GG-40 | ग्रेड 400 | ०१४०-०० | Ft 40 D | - | एफसी ४० | - |
| ३२५१० | GTS-35 | B340/12 | ०८१५-०० | MN 35-10 | - | FCMW 330 | - | |
| A220-40010 | ०८१४५ | GTS-45 | P440/7 | ०८५२-०० | MN 450 | - | FCMP 440/490 | GMN 45 |
| A220-50005 | ०८१५५ | GTS-55-04 | P510/4 | ०८५४-०० | MP 50-5 | - | FCMP 490 | GMN 55 |
| A220-70003 | ०८१६५ | GTS-65-02 | P570/3 | ०८५६-०० | MN 650-3 | - | FCMP 590 | GMN 65 |
| A220-70003 | - | GTS-65 | P570/3 | ०८५८ | MN 60-3 | - | FCMP 540 | - |
| A220-80002 | ०.८१७० | GTS-70-02 | P690/2 | ०८६२-०० | MN 700-2 | - | FCMP 690 | GMN 70 |
राल लेपित बालुवा कास्टिङ धातु र मिश्र धातु | |
| धातु र मिश्र धातु | लोकप्रिय ग्रेड |
| खैरो कास्ट फलाम | GG10 ~ GG40; GJL-100 ~ GJL-350; |
| डक्टाइल (नोड्युलर) कास्ट आयरन | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Austempered Ductile Iron (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| कार्बन स्टील | C20, C25, C30, C45 |
| मिश्र धातु इस्पात | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| स्टेनलेस स्टील | Ferritic स्टेनलेस स्टील, Martensitic स्टेनलेस स्टील, Austenitic स्टेनलेस स्टील, वर्षा कठोर स्टेनलेस स्टील, डुप्लेक्स स्टेनलेस स्टील |
| एल्युमिनियम मिश्र | ASTM A356, ASTM A413, ASTM A360 |
| पीतल / तामा आधारित मिश्र धातु | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| मानक: ASTM, SAE, AISI, GOST, DIN, EN, ISO, र GB | |

Furan राल लेपित बालुवा स्व-कठोर मोल्डिंग कास्टिङ को लाभ:
1) कास्टिङ को आयामी शुद्धता र सतह खुर्दापन सुधार।
२) मोल्ड (कोर) बालुवालाई कडा बनाउन सुक्न आवश्यक पर्दैन, जसले ऊर्जा बचत गर्न सक्छ, र सस्तो काठ वा प्लास्टिकको कोर बक्स र टेम्प्लेटहरू पनि प्रयोग गर्न सकिन्छ।
3) स्व-कठोर मोल्डिङ बालुवा कम्प्याक्ट र पतन गर्न सजिलो छ, कास्टिङहरू सफा गर्न सजिलो छ, र पुरानो बालुवा पुन: प्रयोग गर्न सकिन्छ र पुन: प्रयोग गर्न सकिन्छ, जसले कोर निर्माण, मोडलिङ, बालुवा खस्ने, सफाई र अन्य लिङ्कहरूको श्रम तीव्रतालाई धेरै कम गर्छ, र यो यान्त्रीकरण वा स्वचालन महसुस गर्न सजिलो छ।
4) बालुवा मा राल को मास अंश मात्र 0.8% ~ 2.0% छ, र कच्चा माल को व्यापक लागत कम छ।
किनकी सेल्फ-कठोर गर्ने विधिमा माथि उल्लिखित धेरै अनौठो फाइदाहरू छन्, सेल्फ-कठोर गर्ने विधि कोर निर्माणको लागि मात्र प्रयोग गरिदैन, तर कास्टिङ मोल्डिङको लागि पनि प्रयोग गरिन्छ। यो विशेष गरी एकल टुक्रा र सानो ब्याच उत्पादनको लागि उपयुक्त छ, र कास्ट आइरन, कास्ट स्टील र अलौह मिश्र धातु कास्टिङ उत्पादन गर्न सक्छ। केही चिनियाँ फाउण्ड्रीहरूले माटोको सुख्खा बालुवा मोल्डहरू, सिमेन्ट बालुवा मोल्डहरू, र आंशिक रूपमा पानी गिलास बालुवा मोल्डहरू प्रतिस्थापन गरेका छन्।




कस्टम कास्ट आइरन कास्टिंग उत्पादनहरू







{kind=link}